 ɨһɨ���ֻ����
ɨһɨ���ֻ����
�����ֳ��DZ�ͨѶ�ļ�ɢ����ϵͳ���ս��Զ������е�Ӧ��
ɽ�����߸����ɷ�����˾�ս᳧ ɽ������ 271104 ���ߣ�������ʦ
���߰����ս�������Ϊ���������Ļ����������Զ�������������ͻ�֡����ܴ�����ս᳧�������ӣ�ҲͶ�����Զ����ϣ��е������������ֹһ �Σ��ķ��˴����ʽ𡣵�*���ܿɿ����У�����Ͷ�ʱȸߵ���Ϊ�����١����߸�������Թ������Ϲ���Ҫ���û����ֳ��DZ�ͨ�ŵļ�ɢ����ϵͳ������һ���� ʵ����ʵ�������пɿ�������Ͷ�ʱȸߵ�Ŀ�꣬Ϊ�ս᳧�����Զ�����ϵͳ�ĸ�����ƻ����˾��顣��������Զ����Ƽ�����˾http://www.xmyudian.com
�ؼ��ʣ��ֳ�ͨ�� ��ɢ���� �ս����� HART �˹����ܵ�����1������1#�ս�����Ϲ����豸�ſ�
�ս����Ϲ����ǽ������ս������Ļ�������ۡ�ȼ�ϣ����ۣ����ܼ���ʯ��ʯ������ʯ����ʯ�ң����䡢�ȷ����ո�¯ұ��Ҫ�����ϵĻ� ѧ�ɷֽ������ϼ��㣬ȷ�������ϵ����ϱ�����ͨ��������⼰���Ƹ����豸��ʵ�����ϡ������ս�������ҹ�17��ʹ�õ��ϲ֣�������±�����������Զ����Ƽ�����˾http://www.xmyudian.com
| �ֺ� | 1#-5# | 6# | 7# | 8# | 10# | 11# 12# | 13# 14# | 15# 16# | 17# 18# |
| �������� | ���ȿ�� | ���� | ���� | ú�� | ʯ��ʯ | ����ʯ | ��ʯ�� | �䷵�� | �ȷ��� |
| ���Ϸ�ʽ | Բ�� | Բ�� | ���� | Բ�� | Բ�� | Բ�� | ���� | ���� | Բ�� |
| ���Ʒ�ʽ | ��Ƶ���ı������ | ||||||||
2����Ʒ������ص�
��Դ�ͳ�ս������Զ�����ϵͳ���ڵ����⣬��������ֳ����ռ�����״�������*�²��ʵ���Ƚ���������Ʒ����ص����£���������Զ����Ƽ�����˾http://www.xmyudian.com
2.1 ϵͳ���û����ֳ��DZ�ͨѶ�ļ�ɢ���Ʒ�ʽ
����ƽ�Ƥ���ӡ���������ơ��״���λ�ơ��˹����ܵ�������ͨ���߱��ֳ�ͨ�Ź��ܵ���������DZ�����λ��ͨѶ���ӣ���ɻ����ֳ�ͨѶ�ļ�ɢ����ϵͳ��
���ֳ��DZ�ͨѶ���õ��ǻ�������Э��ԭ����HARTͨ��Э�顣���ص�ΪͨѶֻ�ж�д����ָ���λ��������д���ף�������PC������λ����Ӧ����������Դ�ḻ����չ��������ơ���ģ�����ȣ��������ڵ���ά�����߾��ȵ��ŵ㡣��������Զ����Ƽ�����˾http://www.xmyudian.com
��ϵͳ���������ŵ㣺
��1���ɿ��Ըߡ�
���ù����뼼����ͨѶ�ӿ����DZ�����������·���롣��ͨѶ�ӿڻ���·��������ʱ��Ƥ���ӡ������������������������ڲ��õ͵�ƽ�����ź�����λ����ƽ��ֵ Ϊ�㣬����������ǿ������ά�����㣬���ݴ���ȷ��������������豸֮����ϲ����ӣ�����λ��֮����ϲ���ɢ�����϶�����ϵͳ��Ӱ�����*С���� �����ϵͳ�Ŀɿ��ԡ��֡��Զ�ת����ʽ���������ȿ�����λ����Ҳ���ڻ����������������ڱ�Ƶ������������ת��������˹���ʱӦ���������⡣��������Զ����Ƽ�����˾http://www.xmyudian.com
��2����λ�����ݴ�������ǿ����س����ܸ��ḻ��
������ͨѶ��ʽ�ɼ����ݣ�ͬʱ�����IJ���ͳ����������λ����ɣ�ʹ����λ����Ҫ����ϵͳ���ݵĴ��������ڳ������ʱ����ڴ洦�����ܸ��ḻ��Ӧ�ó���
��3��Ͷ��ʡ��
��λ������ģ�����������ģ�鼰��Ӧ�̹�Ҳ��ȥ���ȱ���λ����ͬʱ�����ӵ���ʱ����������������Ӳ������ʡϵͳ����ѡ����⣬��ʡ�źŵ��¼���װ���Էѡ�����ʹ�ú�ά����Ա����Ҫ��ͣ���ʡ��ѵ�ѡ���������Զ����Ƽ�����˾http://www.xmyudian.com
2.2 Ӳ���豸�Ƚ�ʵ�ã�ά��������С
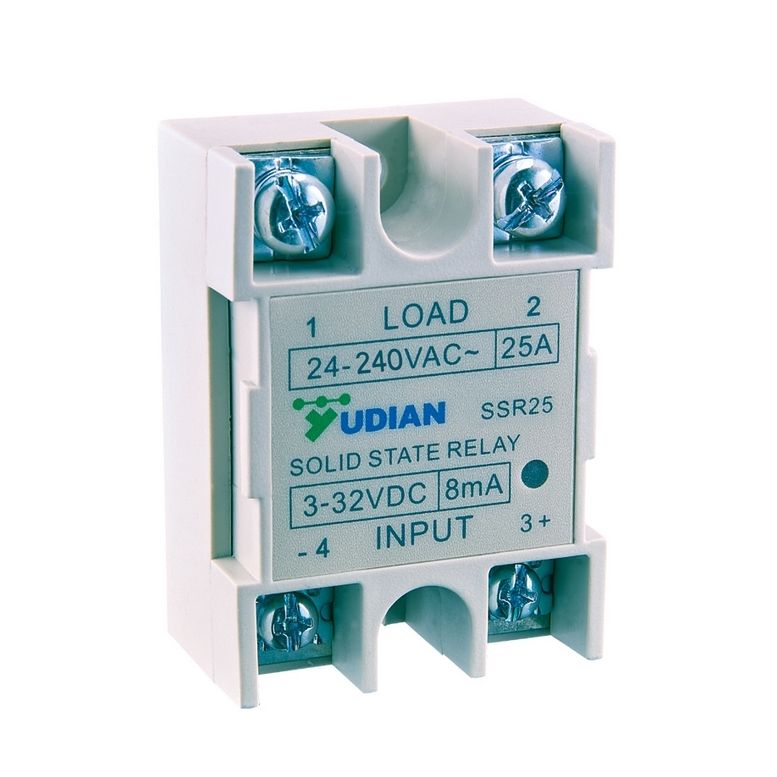
��1�� ���һ��Ƥ����ά������������������������⣬ѡ�óӼ���ά�������غ����ź��ֳ����ֻ��ͱ�Ϊ4-20mA�źŵ�Ƥ���ӡ�
��2�� ѡ���Ƚ�ʵ�ó��Ӽ��ҡ��ȷ�������
�� �ҡ��ȷ�������������������ս����ϵ�һ�����⡣ ��ȥ��һ���������Ӽ��ң���̨Ƥ���ӻ���ӳӼ��һ���ȷ������ϵ㣬���������ȶ���ά�����������ȵ͡�Ͷ�ʸߡ������ѡ���Ƚ�ʵ�õij��Ӽ�⡣ ���Ŵ����ø߾��ȳ��ش��������棬��������ȶ��Լ���⾫�ȣ��ֽ�����ά�������ͼ���Ҫ��ͬʱ��ʹ���մ���ĥ��壬����˸ֳ�������̵����⡣�� �⣬�������ź���Ƥ���ӳ���ģ�鴦�������������λ��ƥ�����⡣��������Զ����Ƽ�����˾http://www.xmyudian.com
��3�� ����������ѡ���Ƚ����˹����ܵ�����
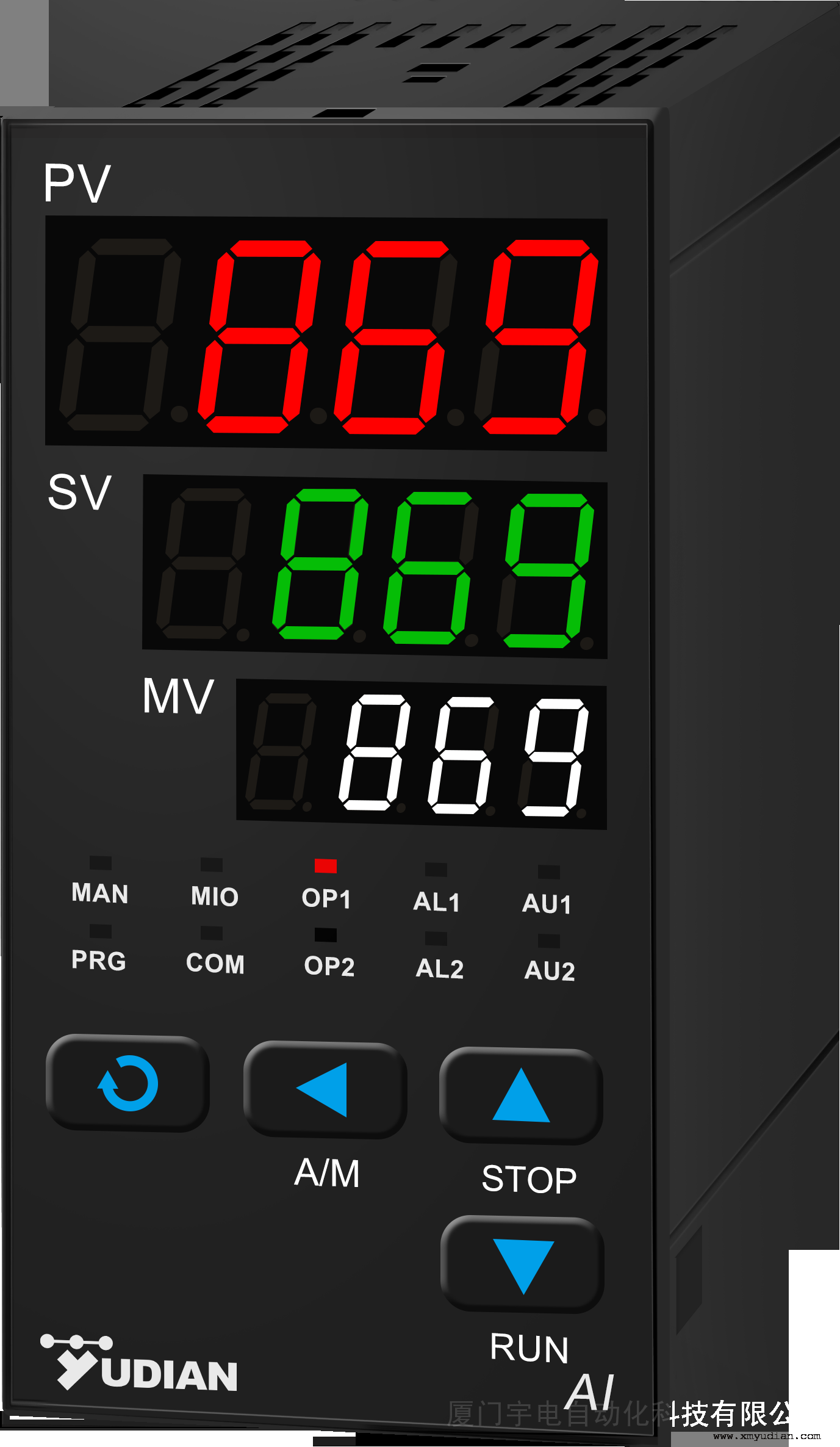
�� ��ʵ�ָ߾����Զ����ڣ���ȷѡ��������ǹؼ��������ѡ���������AI-808�;߱��ֳ�ͨѶ���ܲ���ģ���������PID���ڵ��˹����ܵ���������һ��� ������ȣ������ڽ��ͳ�����ͬʱ�������Ӧ�ٶȡ�������ʱ������ģ���㷨���е��ڣ��Գ�������PID���ͻ������������Сʱ�����øĽ����PID�� �����е��ڡ��߱��Զ�ѧϰϵͳ���Լ�����ֵ�Ͳ���ֵ�ĸı�ֱ����Ĺ��ܡ����ж����趨��ʽ���ȿ�ֱ��������尴�����ֶ������趨��������������������� ģ�����趨��Ϊ��ֹ�쳣�����������п������ϡ�����Ԥ�趨���� ��ͬʱ���Լ�����������Ӱ��С���ṹ��ʽΪ�Ȱβ�ʽ�����������ݡ�
��4��ѡ���Ƚ����״���λ�Ƽ��ҡ��ȷ������λ
�ҡ��ȷ������λ��ͳ��ⷽʽΪ����ʽ���ش�ʽ���ֹ�̽�ߣ���ά���Ѽ�ά���������ɿ�������ѡ��ȷ���ɿ�����ά�����״���λ�Ƽ�⡣
��������Զ����Ƽ�����˾http://www.xmyudian.com
2.3 Ӧ�ó�������ӱ��ʵ�á��ḻ
Ӧ�ó�����ÿ��ӻ��������õ�VB6.0��д����һ�����ϼ�س�����ȣ���ϵͳ��س����ܸ���ӱ��ʵ�á��ḻ�����˻��Ի�����ǿ��ͻ������Ϊ��
��1��������ʽ���ó��ʱ����������
�� ͳ�������Ϊ˲ʱ�����������ۻ������ⱨ�������ڸ��Ϸ�ʽ������(���ϲ���) ˲ʱ������ҪôƵ����(�����������ͻָ���)��Ҫô�������(ƫ���)��©�����������ۻ���������Ҳ���ۻ�ʱ����̻��������©����ͬʱ��ȷ�� ��������ʱ��Ҫ����ʾ��������ϡ����Dz��ó��ʱ�ޱ���������һ���ۻ�������������ʱ������*�̴���ʱ�䣩Ϊ����������˲ʱ����������ۻ�����ͨ Ѷ��ʽ������λ�������ۻ����ڵ�λʱ����Խ����ʱ��Խ�̣���֮������ʱ��Խ����ͬʱ��˲ʱ��ƫ�����ʱֱ�ӱ����������Ȳ���Ҳ��©�������⣬���� �����㲥ϵͳ���Զ�ֱ�ӱ�������������ʾԭ��ʹ�����ʩ���������˱���ȷ�ϼ�����ʱ�䣬Ҳ����Ҫ������Ա���Ż��棬��������ƣ�ͳ̶ȡ���������Զ����Ƽ�����˾http://www.xmyudian.com
��2�������������������
�� ͳģ�⼯�п���ϵͳҪʵ�ֱ����������ƣ���λ���������֮��Ϊģ�����趨��Ӳ���ṹ���ӡ����Dz�������λ��Ԥ�趨����ֵ�����ֳ�ͨѶ��ʽ�ı�������趨 ֵ������ͷ��β�����ԭ���Զ����ͣ�����ʱ��̣�*��ʱ��90�루���ɻ����Ƥ�����ٶȼ��ϲּ���������������������������������ϲ��������Ķ��Ա��� �������������⡣�ڻ���ͣ��ʱҲ���������������
��3�����AI-808����ʵ���֡��Զ����Ŷ������л�
�� ͳ�֡��Զ����Ŷ������л���ָ�л�˲���֩p�Զ�˲ʱ���ֵ��ȡ����������Զ������У��֡��Զ����Ŷ������л�Ҫ������л�ǰ�����������ƽ��ֵ��ȣ� ��ͱ����ȼ����л�ǰ����������ƽ��ֵ��Ȼ�����л������ܴﵽ�Թ��յ�Ӱ��*С������ʵ���֡��Զ����Ŷ��л�����Ȼ����ͳ�����ϵ�˲ʱ���֡��Զ����� �������л��������ڴˡ���ˣ����������ֳ�ͨѶ���ֶ����Զ��л�ʱ��������λ�����ټ������ʱÿ���ӱ�����ƽ��ֵ������ֵ��Ϊ�Զ���ʼʱ�ĸ���ֵ�����Զ� ���ֶ��л�ʱ��������λ�����ټ������ʱÿ���ӿ�����ƽ��ֵ������ֵ��Ϊ�ֶ���ʼʱ�Ŀ���ֵ���ٽ������趨���˹����ܵ������ϣ�*�����ƽ��ֵ���֡��Զ� ���Ŷ������л���ʵ����һ��ת���ɹ�������������֩p�Զ��л�ʱ������ж���Ŀ��������趨ֵ���Ժ��Ѵﵽ�л�Ҫ��ֵ����������������ӳ��ﵽ�ȶ�ʱ�� �����⡣��������Զ����Ƽ�����˾http://www.xmyudian.com
2.3.4 �Զ���������У�㡢У�Ӻ��Ӧ��������ԭ�趨ֵ
����У�㡢У��ǰ�����仯������ȷ�ȱ仯���Զ��������ԭ�趨ֵ��Ӧ�����趨ֵ��ȷ�����趨ֵ��ԭ�趨ֵʵ������ȣ���������У�㡢У�Ӵ����ĸ����������������������ԡ���һ������ϵͳ�˹��ܡ�
2.3.5 ʵ���˳�����֡��ϡ��䡢�����Զ���¼����ʱ���ѯ����������Ϲ���ʵʱ�ල���ռ��ɵ����⡣
���������ϱ���ʱ����ʾ���Զ��������б���������ԭ����������ֵ���˵����ݵĶԻ���ֵ�����������ȷ�ϡ���ȷ�����Σ�ǿ���˲�����Ա��������ʶ��Ϊ��ȷ��������ԭ������˻����������ڹ��ռ���ˮƽ�ȶ���ߡ�
2.3.6 ��ʷ����ͼ����������������Σ�ȷ���˴�С������ͬһ����������ֱ�˲ʱ���仯���ơ���������Զ����Ƽ�����˾http://www.xmyudian.com
2.3.7 ����λ����ʾ�����в鿴���ĸ��Ӳ�����У�ӷ��㡣
2.3.8 �ϲ���λ����ָʾ��ʼ������������Ϊʣ������������λ��Ҳ�ɽ�ȷָʾ��λ��
2.3.9 �����ݴ����ʽ�����Զ��������Ϣ��������ز�ѯ��ʵ����������Ϣ����������˹��չ���ˮƽ��
2.3.10 ����������������ȿɰ��������ϼ��㹫ʽ�������йسɷݼ��������Զ������趨����Ҳ���ֹ��������������趨ֵ���ȿ�����λ���ϰ���������Ҫ��ͳһԤ�趨��Ҳ���ڸ������������Ϸֱ��趨��
2.3.11 ������ʷͳ�����ݴ��������Ӧģ���У���ʡ��λ��ʱ�估�ڴ棬ϵͳ�����������
2.3.12 ������λ����t/h��kg/m֮���������������ֳ���֤��
2.3.13 ��ʾ�������а����˵�, ���������ά����Աѧϰ���ա�
3��Ч�� ��������������ʵ��������ϵͳ�����ȶ��ɿ��������˲�����ά����Ա���Ͷ�ǿ�ȡ������Զ������ڣ����������˹����̳��ϣ������ڳ������ʱ��Ѳ �죬��ʱ���ִ�������������������ͻ�����¹ʼ��䴦����������ͬʱ������ȷ��ʱ��Ҳ�����˸��źʹ������ϵĹ��������ر��DZ��ϼ��֡��Զ�ת��һ�ε�λ�� ����ǿ�˿���ʵʱ�ԣ�����˿��ƾ�ȷ�ȣ��ּ����˷������ϵ��Ͷ�ǿ�ȡ��˻�����ֱ�ۣ����ܲ����������а����˵���������ѧ����س����˻��Ի�����ǿ�� ���㹤�չ���������˲�����Ա�������ģ��������쳣�������ٽ�������ָ���������
��ϵͳʵ������Բ�̸��Ϸ�ʽ�£������ȶ��������ɵ���ÿ�����ۻ������ƾ�ȷ��Ϊ±1.5%�������˱䡢���ϣ��֡��Զ��л���У��ǰ��ƽ�ȹ��ɼ�������Ϣȷ��ʱԶ���Ĺ���Ҫ��Ӧ�ó����ܼ��⡢�ء�����һ�壬�ﵽ������Ͷ�ʱȸߵ�Ŀ�ꡣ
��������Զ����Ƽ�����˾http://www.xmyudian.com
4�����ڵ����⼰�Ľ���ʩ 4.1ͨ���ٶ�������һ��������λ�����ܣ�ʹ��λ����ȡ���ݾ���������λ����ͳ�ƺò������ָ���洢��Ԫ��ͬʱ����������ѹ���������������ݴ�����������ͨ��ʱ�䡣���⣬���ͨ�Ų����ʡ�
4.2 �����豸���ϲ����ȡ���һ���ĸ��Ϸ�ʽ����Բ�̸���ȫ����Ϊ��Ƥ�����ϡ�
4.3 ʵ��У�����ѡ���Ƥ�������ϵ㴦�����ƶ��϶��ӣ���ʱʵ��У�ӡ�
4.4 �ǿ����ط��롣���ǿ����ؽ�ϣ�����AI-301M�Ϳ���������/���ģ�飬ʵ��ϵͳȫ�Զ���������Ϣ������������Ϣ����